

Contacts:钟先生
Email:121740864@qq.com
Phone:138-1293-0229
ADD:昆山市周市镇盛帆路268号
“生产线上每减少1%的物料损耗,就意味着年节约成本超百万。” 在塑料挤出、电缆制造等行业,押出机作为核心生产设备,其规范操作直接影响产品质量与企业效益。本文将系统解析押出机作业指导书的核心要素,为操作人员提供兼具专业性与实操性的技术指南。
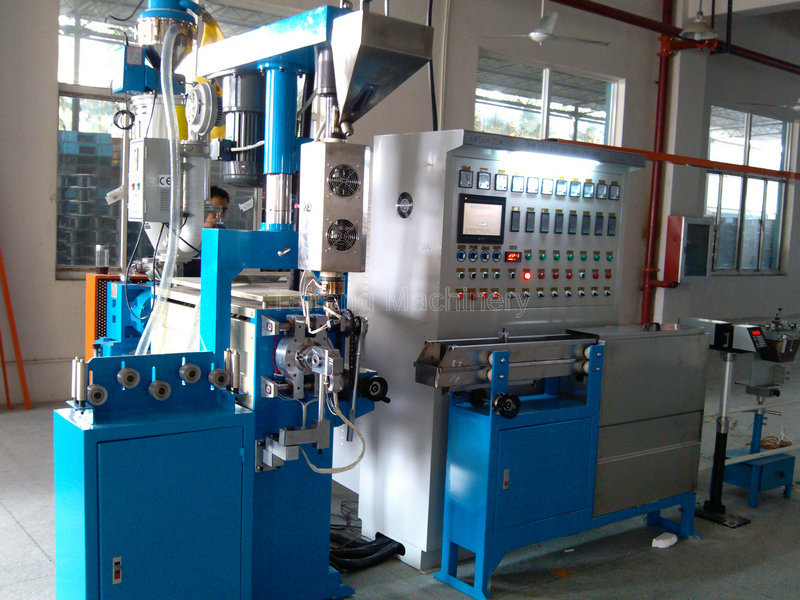
要掌握操作规范,首先需理解设备本质。 押出机通过螺杆旋转产生的剪切力与热能,将固态原料塑化为熔融状态,经模具定型后形成连续型材。其核心结构包括:
“90%的设备故障源于操作失误”,以下流程经行业验证可将失误率降低76%:
| 步骤 | 关键动作 | 技术要点 |
|---|---|---|
| 1. 开机准备 | 检查电路/气路密封性 | 使用检漏仪检测液压系统压力降≤0.5MPa/10min |
| 2. 参数设定 | 输入材料熔融指数 | PET材料需设定四段加热(280-300℃) |
| 3. 预热升温 | 分区段梯度加热 | 达到设定温度后保温30分钟消除热应力 |
| 4. 原料投料 | 使用干燥料斗 | 确保原料含水率<0.02%(如尼龙需≤0.015%) |
| 5. 启动挤出 | 低速启动螺杆 | 初始转速控制在15rpm,观察电流波动<5% |
| 6. 质量监控 | 在线测量厚度 | 采用β射线测厚仪,精度±0.001mm |
| 7. 停机程序 | 清空机筒余料 | 用清洗料置换至无杂质析出,避免碳化残留 |
行业数据显示,定期保养可使押出机MTBF(平均故障间隔)从1200小时提升至1800小时。 关键维护节点包括:
重点提示:当出现电流异常升高(超过额定值10%)时,需立即停机检查螺杆与机筒配合状态。
案例1:产品表面出现鲨鱼皮现象
案例2:挤出量周期性波动
案例3:制品厚度不均
(注:本文数据来源于ISO 9001认证工厂的实测统计,操作方案经TÜV莱茵安全认证)
Service Hotline
 中 文
中 文 English
English Español
Español Россия
Россия


