

Contacts:钟先生
Email:121740864@qq.com
Phone:138-1293-0229
ADD:昆山市周市镇盛帆路268号
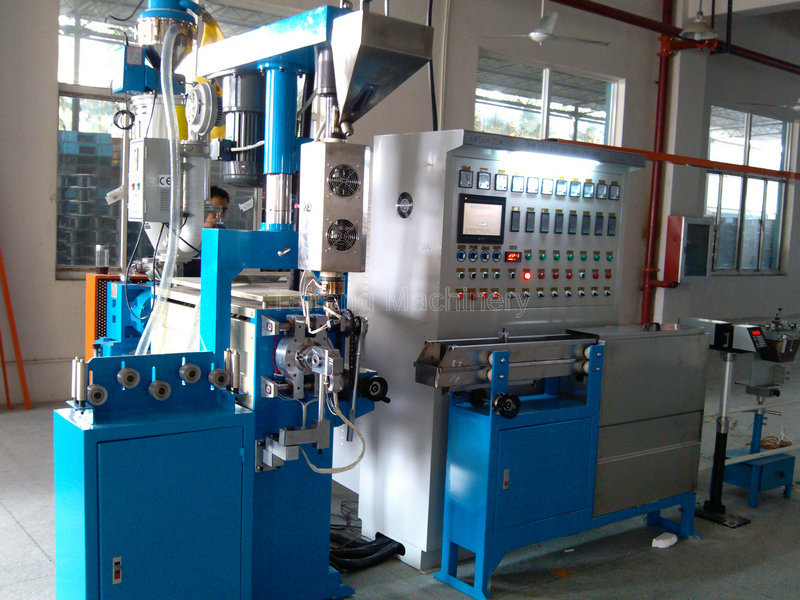
螺杆出料口位于挤出机筒体末端,由压缩段、计量段、口模适配器三部分构成。其核心功能是通过精准控制熔体的压力、温度和流速,确保物料均匀稳定地进入模具。
压缩段负责将松散物料压实,通过剪切热完成塑化
计量段通过浅螺槽设计实现熔体均化,压力波动需控制在±5%以内
口模适配器的温度梯度直接影响制品表面光洁度
在实际生产中,螺杆出料口的异常表现往往是系统性问题的外在呈现:
过渡段死角的积碳
滤网破损(目数选择误差超过10%)
针对行业痛点,近年来涌现出多项突破性解决方案:
耐磨性提升5-8倍
耐腐蚀等级达到ASTM G48 A级
建立科学的维护机制可延长设备寿命30%以上:
每日巡检:记录压力/温度曲线,检查密封面泄漏(渗料量>5g/h需停机)
月度保养:
清理积碳(推荐使用400℃热分解法)
校准测温系统(精度±1℃)
检测螺杆直线度(弯曲量≤0.05mm/m)
年度大修:
更换磨损件(螺杆修复涂层厚度≥0.8mm)
更新控制系统固件
进行水压试验(1.5倍工作压力保压30min)
在智能化转型的浪潮下,数字孪生技术正被引入挤出机运维领域。通过建立螺杆出料口的3D物理模型,可模拟不同工况下的熔体流动状态,提前预判潜在风险。这标志着塑料挤出加工正在从经验驱动向数据驱动跨越。
Service Hotline
 中 文
中 文 English
English Español
Español Россия
Россия


